-

东莞市聚星激光设备有限公司
主营:激光打标机,激光镭射机,激光打码机,东莞激光打标机,五金激光打标机

东莞市聚星激光设备有限公司
主营:激光打标机,激光镭射机,激光打码机,东莞激光打标机,五金激光打标机 9
9

备注:优点: 1、速度快、深度大、变形小。 2、激光聚焦后,功率密度高 3、可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。
备注:优点: 1、速度快、深度大、变形小。 2、激光聚焦后,功率密度高 3、可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。
QCW光纤激光器焊接机
双模式激光器有两种模式在使用中可切换:
1. 脉冲模式(打点) 2. 连续模式(线性焊接)
具有高的深宽比,焊缝宽度小,热影响区小变形小,焊接速度快。
机器通过电脑编程,可完成自动或半自动的点焊,对接焊,叠焊,密封焊,针对复杂的平面直线,圆弧及任意轨迹的焊接;
焊缝质量高平整美观,无气孔:激光焊接机焊接频率较大可选用50-100Hz,线速度可达250mm/s,大大提高了焊接效率和焊缝质量;焊好后材料韧性好;至少相当于母体材料;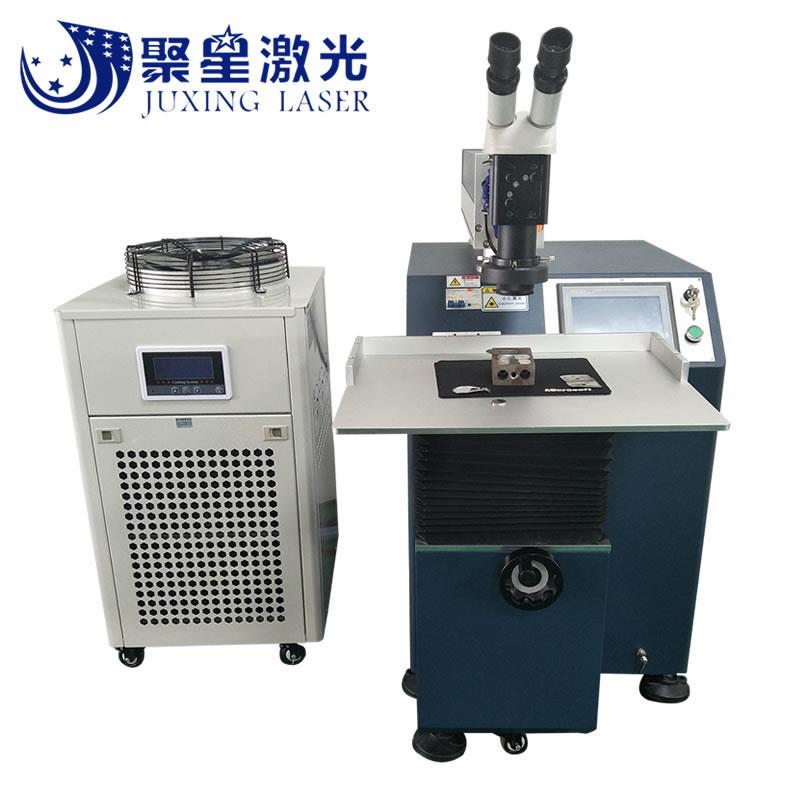
产品详情
数据线连接器激光焊接机参数
激光模式
脉冲
Laser mode
Pulse
激光波长
1064nm
Laser wavelength
1064nm
输出能量
200W
Output energy
200W
能量波动
<±5%
Energy Fluctuation
Less than ±5%
室内温度
22-26℃
Interior temperature
22-26℃
空气湿度
90℃
Air humidity
90℃
电力需求
380V/三相/50Hz/40A
Electrical demand
380V/three phase/50Hz/40A
冷却方式
水冷
Cooling way
water cooling
保护气体
氩气
Protective gas
Argon
工作台承重
50KG
Maximum loading of worktable
50kg
激光输出焦距
50mm-200mm
Laser output focal length
50mm-200mm
激光脉冲宽度
0.15-20mm
Width of laser pulse
0.15-20mm
较大脉冲能量
50J/10ms
Maximum pulse energy
50J/10ms
主机耗电功率
6.5KG
Main engine power consumption
6.5kg
激光较大频率
0-200Hz
Laser maximum frequency
0-200Hz
瞄准定位方式
显微镜
Target localization way
Microscope
影响到激光焊接的主要参数有焊接电流、脉冲宽度、脉冲频率等,影响效果主要如下:
1、随着电流的增大,焊缝的宽度增大,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。
2、随脉冲宽度的增大,焊缝的宽度也在增大。脉宽的变化对不锈钢**薄板激光焊接的效果影响非常显着。脉冲宽度的微小增大,都可能导致试样被氧化和烧穿。
3、随脉冲频率的增加,焊点重叠率增大,焊缝宽度先增大.后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。
4、**薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。